MMBD914LT1
3
摩托罗拉 small–signal 晶体管, fets 和 二极管 设备 数据
信息 用于 使用 这 sot–23 表面 安装 包装
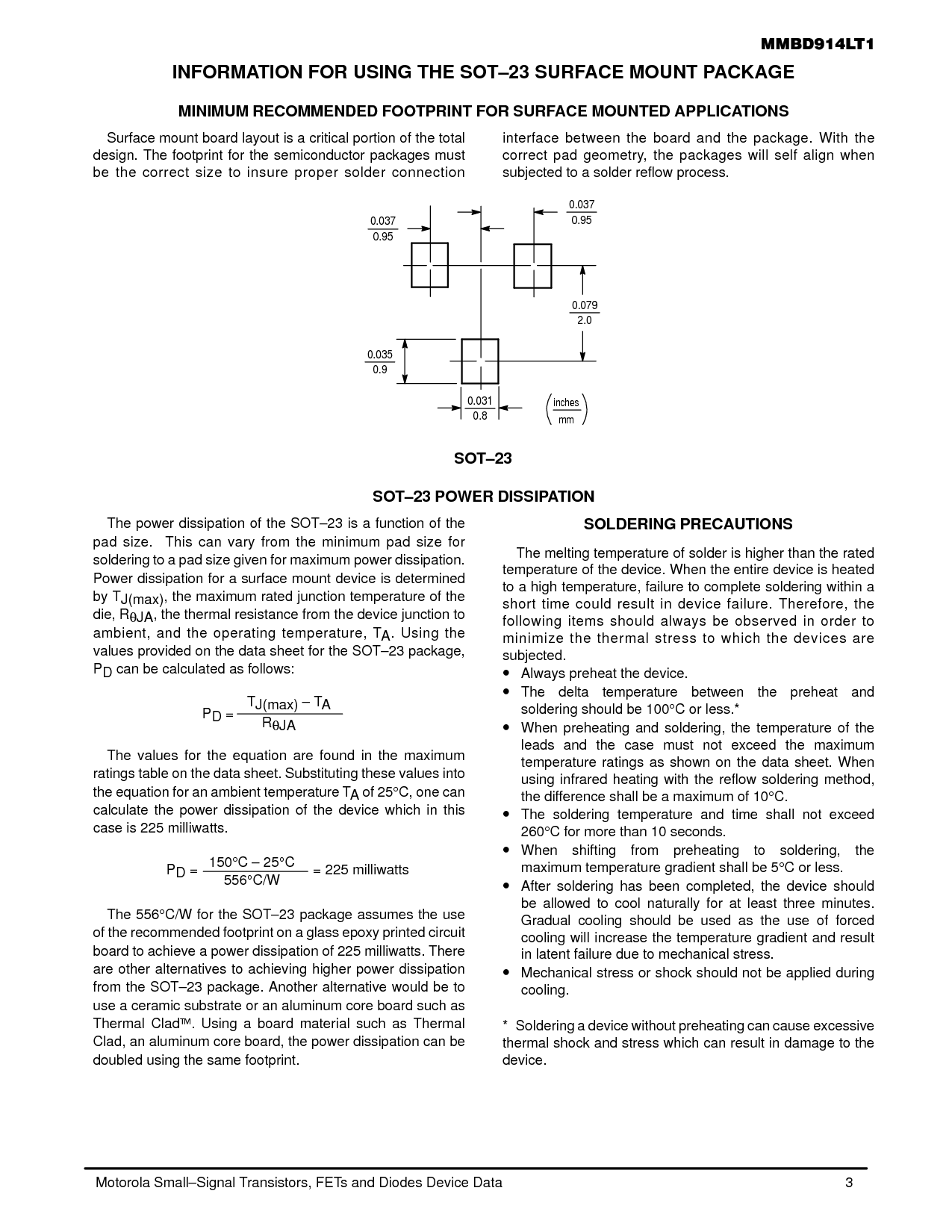
最小值 推荐 占地面积 用于 表面 已安装 应用程序
表面 安装 板 布局 是 一个 关键 部分 的 这 合计
设计. 这 占地面积 用于 这 半导体 软件包 必须
是 这 正确 尺寸 至 投保 适当的 焊料 连接
接口 之间 这 板 和 这 包装. 与 这
正确 衬垫 几何图形, 这 软件包 将 自我 对齐 当
受 至 一个 焊料 回流 流程.
SOT–23
mm
英寸
0.037
0.95
0.037
0.95
0.079
2.0
0.035
0.9
0.031
0.8
sot–23 电源 耗散
这 电源 耗散 的 这 sot–23 是 一个 功能 的 这
衬垫 尺寸. 这个 可以 变化 从 这 最小值 衬垫 尺寸 用于
焊接 至 一个 衬垫 尺寸 给定 用于 最大值 电源 耗散.
电源 耗散 用于 一个 表面 安装 设备 是 已确定
由 t
j(最大值)
, 这 最大值 额定 接合点 温度 的 这
模具, 右
θ
ja
, 这 热 电阻 从 这 设备 接合点 至
环境, 和 这 操作 温度, t
一个
. 使用 这
数值 提供 开启 这 数据 工作表 用于 这 sot–23 包装,
p
d
可以 是 已计算 作为 跟随:
p
d
=
t
j(最大值)
– t
一个
右
θ
ja
这 数值 用于 这 方程 是 已找到 入点 这 最大值
额定值 表 开启 这 数据 工作表. 代入 这些 数值 进入
这 方程 用于 一个 环境 温度 t
一个
的 25
°
c, 一个 可以
计算 这 电源 耗散 的 这 设备 哪个 入点 这个
案例 是 225 毫瓦.
p
d
=
150
°
c – 25
°
c
556
°
c/w
= 225 毫瓦
这 556
°
c/w 用于 这 sot–23 包装 假设 这 使用
的 这 推荐 占地面积 开启 一个 玻璃 环氧树脂 已打印 电路
板 至 实现 一个 电源 耗散 的 225 毫瓦. 那里
是 其他 备选方案 至 实现 较高 电源 耗散
从 这 sot–23 包装. 另一个 备选方案 将 是 至
使用 一个 陶瓷 基材 或 一个 铝 核心 板 这样的 作为
热 包层
. 使用 一个 板 材料 这样的 作为 热
包层, 一个 铝 核心 板, 这 电源 耗散 可以 是
翻倍 使用 这 相同 占地面积.
焊接 注意事项
这 熔化 温度 的 焊料 是 较高 比 这 额定
温度 的 这 设备. 当 这 整个 设备 是 加热
至 一个 高 温度, 故障 至 完成 焊接 内 一个
短 时间 可以 结果 入点 设备 故障. 因此, 这
以下内容 项目 应该 总是 是 观察到的 入点 订单 至
最小化 这 热 应力 至 哪个 这 设备 是
受.
•
总是 预热 这 设备.
•
这 三角洲 温度 之间 这 预热 和
焊接 应该 是 100
°
c 或 较少.*
•
当 预热 和 焊接, 这 温度 的 这
导联 和 这 案例 必须 不 超过 这 最大值
温度 额定值 作为 显示 开启 这 数据 工作表. 当
使用 红外线 加热 与 这 回流 焊接 方法,
这 差异 应 是 一个 最大值 的 10
°
c.
•
这 焊接 温度 和 时间 应 不 超过
260
°
c 用于 更多 比 10 秒.
•
当 换档 从 预热 至 焊接, 这
最大值 温度 渐变 应 是 5
°
c 或 较少.
•
之后 焊接 有 被 已完成, 这 设备 应该
是 允许 至 酷 自然 用于 在 最小 三个 分钟.
渐进式 冷却 应该 是 已使用 作为 这 使用 的 强制
冷却 将 增加 这 温度 渐变 和 结果
入点 潜伏性 故障 到期 至 机械 应力.
•
机械 应力 或 电击 应该 不 是 已应用 期间
冷却.
* 焊接 一个 设备 无 预热 可以 原因 过多
热 电击 和 应力 哪个 可以 结果 入点 损伤 至 这
设备.