应用 Hints
(持续)
θ
(h−a)
是 指定 numerically 用 这 散热器 生产者
在 这 catalog, 或者 显示 在 一个 曲线 那 plots 温度 上升
vs 电源 消耗 为 这 散热器.
HEATSINKING 至-263 和 sot-223 包装 部分
两个都 这 至-263 (“s”) 和 sot-223 (“mp”) 包装 使用 一个
铜 平面 在 这 PCB 和 这 PCB 它自己 作 一个 散热器.
至 优化 这 热温 sinking 能力 的 这 平面 和 pcb,
焊盘 这 tab 的 这 包装 至 这 平面.
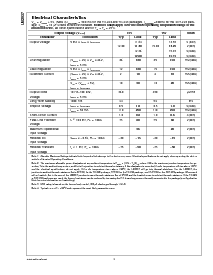
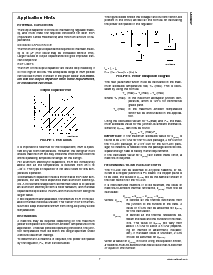
图示 3
显示 为 这 至-263 这 量过的 值 的
θ
(j−a)
为 不同的 铜 范围 sizes 使用 一个 典型 PCB 和 1
ounce 铜
和 非 焊盘 掩饰 在 这 铜 范围 使用
为 heatsinking.
作 显示 在 这 图示, 增加 这 铜 范围 在之外 1
正方形的 inch 生产 非常 little 改进. 它 应当 也
是 observed 那 这 最小 值 的
θ
(j−a)
为 这 至-263
包装 挂载 至 一个 PCB 是 32˚c/w.
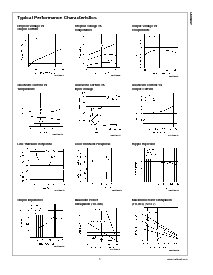
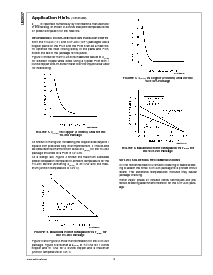
作 一个 设计 aid,
图示 4
显示 这 最大 容许的
电源 消耗 对照的 至 包围的 温度 为 这
至-263 设备 (假设
θ
(j−a)
是 35˚c/w 和 这 maxi-
mum 接合面 温度 是 125˚c).
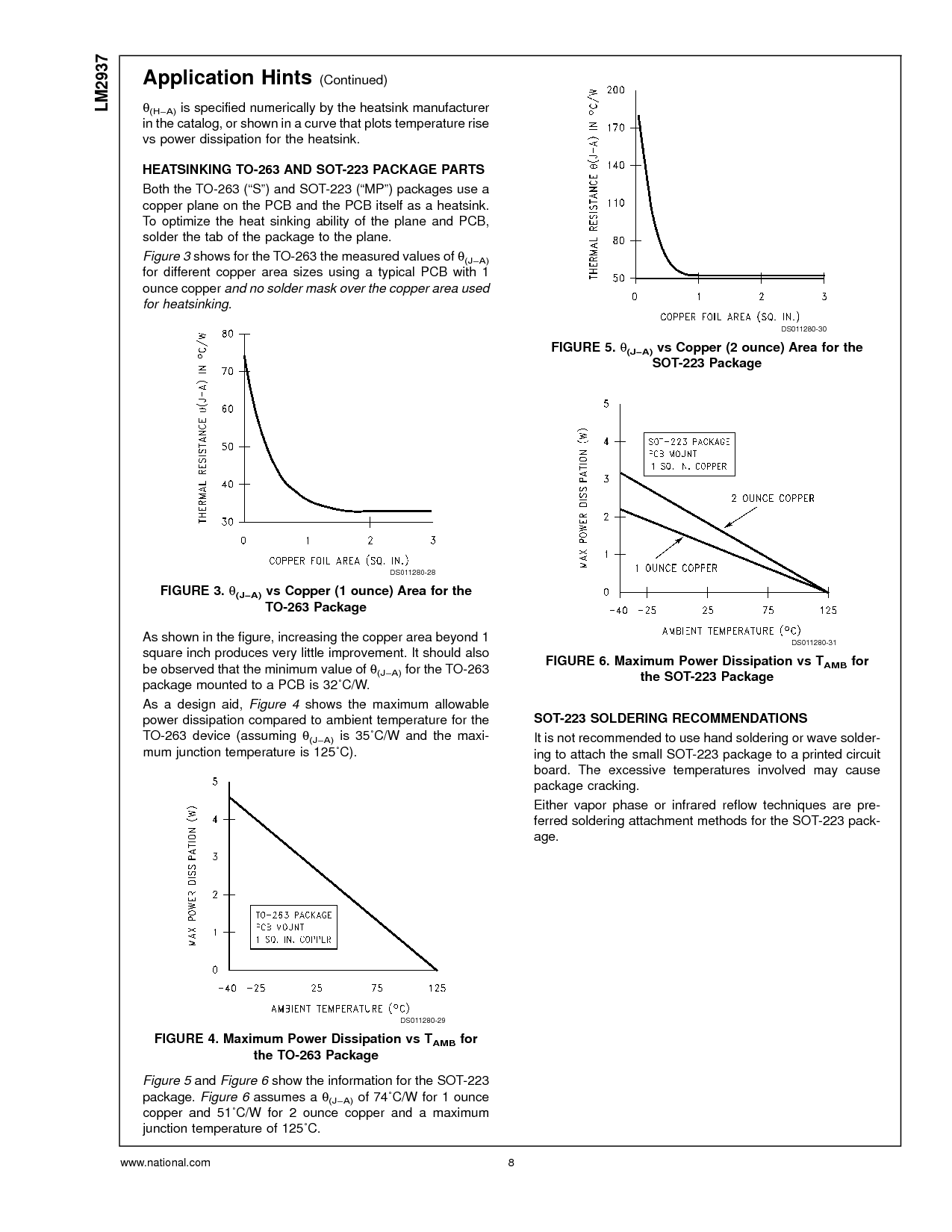
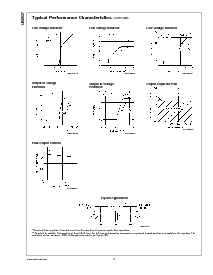
图示 5
和
图示 6
显示 这 信息 为 这 sot-223
包装.
图示 6
假设 一个
θ
(j−a)
的 74˚c/w 为 1 ounce
铜 和 51˚c/w 为 2 ounce 铜 和 一个 最大
接合面 温度 的 125˚c.
sot-223 焊接 RECOMMENDATIONS
它 是 不 推荐 至 使用 hand 焊接 或者 波 焊盘-
ing 至 连结 这 小 sot-223 包装 至 一个 打印 电路
板. 这 过度的 温度 involved 将 导致
包装 cracking.
也 vapor 阶段 或者 infrared 软熔焊接 技巧 是 前-
ferred 焊接 attachment 方法 为 这 sot-223 包装-
age.
ds011280-28
图示 3.
θ
(j−a)
vs 铜 (1 ounce) 范围 为 这
至-263 包装
ds011280-29
图示 4. 最大 电源 消耗 vs T
AMB
为
这 至-263 包装
ds011280-30
图示 5.
θ
(j−a)
vs 铜 (2 ounce) 范围 为 这
sot-223 包装
ds011280-31
图示 6. 最大 电源 消耗 vs T
AMB
为
这 sot-223 包装
LM2937
www.国家的.com 8