UPG2010TB
推荐 焊接 情况
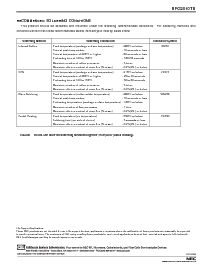
这个 产品 应当 是 焊接 和 挂载 下面 这 下列的 推荐 情况. 为 焊接 方法 和
情况 其它 比 那些 推荐 在下, 联系 your nearby 销售 的
fi
ce.
焊接 方法 焊接 情况 情况 标识
infrared re
fl
ow 顶峰 温度 (包装 表面 温度) : 260
°
c 或者 在下
时间 在 顶峰 温度 : 10 秒 或者 较少
时间 在 温度 的 220
°
c 或者 高等级的 : 60 秒 或者 较少
preheating 时间 在 120 至 180
°
c : 120
±
30 秒
最大 号码 的 re
fl
ow 处理 : 3 时间
最大 chlorine 内容 的 rosin
fl
ux (% mass) : 0.2%(wt.) 或者 在下
IR260
VPS 顶峰 温度 (包装 表面 温度) : 215
°
c 或者 在下
时间 在 温度 的 200
°
c 或者 高等级的 : 25 至 40 秒
preheating 时间 在 120 至 150
°
C : 30 至 60 秒
最大 号码 的 re
fl
ow 处理 : 3 时间
最大 chlorine 内容 的 rosin
fl
ux (% mass) : 0.2%(wt.) 或者 在下
VP215
波 焊接 顶峰 温度 (molten 焊盘 温度) : 260
°
c 或者 在下
时间 在 顶峰 温度 : 10 秒 或者 较少
preheating 温度 (包装 表面 温度) : 120
°
c 或者 在下
最大 号码 的
fl
ow 处理 : 1 时间
最大 chlorine 内容 的 rosin
fl
ux (% mass) : 0.2%(wt.) 或者 在下
WS260
partial 加热 顶峰 温度 (管脚 温度) : 350
°
c 或者 在下
焊接 时间 (每 一侧 的 设备) : 3 秒 或者 较少
最大 chlorine 内容 的 rosin
fl
ux (% mass) : 0.2%(wt.) 或者 在下
HS350
提醒 做 不 使用 不同的 焊接 方法 一起 (除了 为 partial 加热).
生命 支持 产品
这些 nec 产品 是 不 将 为 使用 在 生命 支持 设备, 器具, 或者 系统 在哪里 这 运转 的 这些 产品 能 合理地 是 预期的
至 结果 在 个人的 伤害. 这 客户 的 cel 使用 或者 卖 这些 产品 为 使用 在 此类 产品 做 所以 在 它们的 自己的 风险 和 同意 至 全部地 赔偿
cel 为 所有 损坏 结果 从 此类 improper 使用 或者 出售.
一个 业务 partner 的 nec 复合 半导体 设备, 有限公司.
02/19/2004