11
软熔焊接 profile
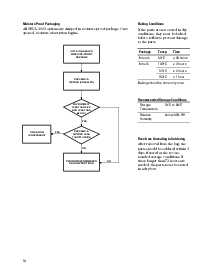
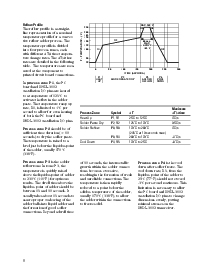
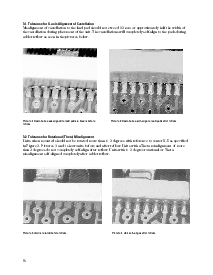
这 软熔焊接 profile 是 一个 笔直地-
线条 描述 的 一个 名义上的
温度 profile 为 一个 convec-
tive 软熔焊接 焊盘 处理. 这
温度 profile 是 分隔
在 四 处理 zones, 各自
和 不同的
∆
t/
∆
时间 tempera-
ture 改变 比率. 这
∆
t/
∆
时间
比率 是 详细地 在 这 下列的
表格. 这 温度 是 mea-
sured 在 这 组件 至
打印 电路 板 连接.
在
处理 zone p1
, 这 pc
板 和 hsdl-3602
castellation i/o 管脚 是 heated
至 一个 温度 的 125
°
c 至
活动 这 通量 在 这 焊盘
paste. 这 温度 ramp 向上
比率, r1, 是 限制 至 4
°
c 每
第二 至 准许 为 甚至 加热
的 两个都 这 pc 板 和
hsdl-3602 castellation i/o 管脚.
处理 zone p2
应当 是 的
sufficient 时间 持续时间 (> 60
秒) 至 dry 这 焊盘 paste.
这 温度 是 raised 至 一个
水平的 just 在下 这 liquidus 要点
的 这 焊盘, 通常地 170
°
C
(338
°
f).
处理 zone p3
是 这 焊盘
软熔焊接 zone. 在 zone p3, 这
温度 是 quickly raised
在之上 这 liquidus 要点 的 焊盘
至 230
°
c (446
°
f) 为 最佳的
结果. 这 dwell 时间 在之上 这
liquidus 要点 的 焊盘 应当 是
在 15 和 90 秒. 它
通常地 takes 关于 15 秒 至
使确信 恰当的 coalescing 的 这
焊盘 balls 在 liquid 焊盘 和
这 组成 的 好的 焊盘
连接. 在之外 一个 dwell 时间
0
t-时间 (秒)
t – 温度 – (°c)
200
170
125
100
50
50 150100 200 250 300
150
183
230
P1
HEAT
向上
P2
焊盘 paste dry
P3
SOLDER
软熔焊接
P4
COOL
向下
25
R1
R2
R3 R4
R5
90 秒.
最大值.
ABOVE
183°C
最大值 245°c
最大
处理 zone 标识
∆
T
∆
t/
∆
时间
热温 向上 p1, r1 25˚c 至 125˚c 4˚c/s
焊盘 paste dry p2, r2 125˚c 至 170˚c 0.5˚c/s
焊盘 软熔焊接 p3, r3 170˚c 至 230˚c 4˚c/s
(245˚c 在 10 秒 最大值.)
p3, r4 230˚c 至 170˚c –4˚c/s
cool 向下 p4, r5 170˚c 至 25˚c –3˚c/s
的 90 秒, 这 intermetallic
growth 在里面 这 焊盘 connec-
tions 变为 过度的,
结果 在 这 组成 的 弱
和 unreliable 连接. 这
温度 是 然后 迅速
减少 至 一个 要点 在下 这
solidus 温度 的 这 焊盘,
通常地 170
°
c (338
°
f), 至 准许
这 焊盘 在里面 这 连接
至 freeze 固体的.
处理 zone p4
是 这 cool
向下 之后 焊盘 freeze. 这
cool 向下 比率, r5, 从 这
liquidus 要点 的 这 焊盘 至
25
°
c (77
°
f) 应当 不 超过
-3
°
c 每 第二 最大. 这个
限制 是 需要 至 准许
这 pc 板 和 hsdl-3602
castellation i/o 管脚 至 改变
维度 evenly, putting
minimal 压力 在 这
hsdl-3602 transceiver.