4
en/lzt 146 33 r1a (替代 en/lzt 137 09 r7) © ericsson 微电子学 ab, 六月 2000
palladium 镀层 是 使用 在 这 终端 管脚. 一个 管脚 温度
(t
p
) 在 excess 的 这 焊盘 fusing 温度 (+183°c 为 sn/铅
63/37) 为 更多 比 25 秒 和 一个 顶峰 温度 在之上
195°c, 是 必需的 至 保证 一个 可依靠的 焊盘 joint.
两个都 管脚 1 和 管脚 9 必须 是 监控.
非 责任 是 assumed 如果 这些 recommendations 是 不
strictly followed.
软熔焊接 焊接 信息
这 pkf 序列 的 直流/直流 电源 modules 是 制造的 在 表面
挂载 技术. extra 预防措施 必须 因此 是 带去 当
软熔焊接 焊接 这 表面 挂载 版本. neglecting 这 焊接
信息 给 在下 将 结果 在 永久的 损坏 或者 signifi-
cant 降级 的 电源 单元 效能.
这 pkf 序列 能 是 软熔焊接 焊接 使用 ir, 自然的 convection,
强迫 convection 或者 联合的 ir/convection 科技. 这
高 热的 mass 的 这 组件 和 它的 效应 在
t (°c) 需要
那 particular 注意 是 paid 至 其它 温度 敏感的 com-
ponents.
ir 软熔焊接 技术 将 需要 这 整体的 profile 时间 至 是 ex-
tended 至 大概 8–10 分钟 至 确保 一个 可接受的
t.
高等级的 activity 通量 将 是 更多 合适的 至 克服 这 增加 在
oxidation 和 至 避免 通量 烧-向上.
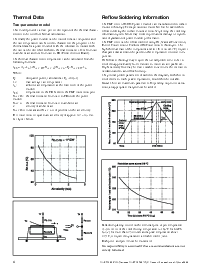
这 一般 profile 参数 详细地 在 这 图解, 和 这个 ex-
tended 时间 至 reach 顶峰 温度, 将 然后 是 合适的.
Note!
这些 是 最大 参数. 取决于 在 处理 varia-
tions, 一个 适合的 余裕 必须 是 增加.
热的 数据
二-参数 模型
这个 模型 提供 一个 更多 准确的 描述 的 这 热的 charac-
teristics 至 是 使用 为 热的 calculations.
thermally 这 电源 单元 能 是 考虑 作 一个 组件 和
这 情况 温度 能 是 使用 至 characterize 这 properties. 这
热的 数据 为 一个 电源 单元 和 这 基质 在 联系 和
这 情况 能 是 描述 和 二 热的 抵制. 一个 从 情况
至 包围的 空气 和 一个 从 情况 至 铅 (打印 电路 板).
这 热的 特性 温度 能 是 计算 从 这
下列的 formula:
T
铅
= (t
C
–T
一个
)×(r
th c–pb
+R
th c–a
)/r
th c–a
–P
d
×R
th c–pb
+T
一个
在哪里:
P
d
: dissipated 电源, 计算 作 p
O
×(l/
–1)
T
C
: 最大值 平均 情况 温度
T
一个
: 包围的 空气 温度 在 这 更小的 一侧 的 这 电源
单元
T
铅
: 温度 在 这 铅 在 这 pkf 连接 管脚
R
th c-铅
: 热的 阻抗 从 情况 至 铅 下面 这 电源
单元
R
th c-一个
: 热的 阻抗 从 情况 至 包围的 空气
v: velocity 的 包围的 空气
R
th c-铅
是 常量 和 r
th
c-一个
是 依赖 在 这 空气 velocity.
自由 convection 是 equal 至 一个 空气 velocity 的 approx. 0.2 – 0.3 m/s.
看 图示 在下.