PZT2222AT1
5
motorola small–signal 晶体管, fets 和 二极管 设备 数据
焊盘 stencil 指导原则
较早的 至放置 表面 挂载 组件 面向 一个 打印
电路板, 焊盘 paste 必须 是 应用 至 这 焊盘. 一个
焊盘stencil 是 必需的 至screen 这 最佳的 数量 的
焊盘paste 面向 这 footprint. 这 stencil 是 制造 的 黄铜
或者stainless steel 和 一个 典型 厚度 的 0.008 英寸.
这stencil opening 大小 为 这 sot-223 包装 应当 是
这一样 作 这 垫子 大小 在 这 打印 电路 板, i.e., 一个
1:1 registration.
焊接 预防措施
这melting 温度 的 焊盘 是 高等级的 比 这 评估
温度 的 这 设备. 当 这 全部 设备 是 heated
至一个 高 温度, 失败 至 完全 焊接 在里面 一个
短的time could result in device failure. therefore, the
下列的items should 一个lways be observedin order to
minimizethe therm一个l stress to which the devices 一个re
subjected.
•
总是 preheat 这 设备.
•
这delta 温度 在 这 preheat 和
焊接 应当 是 100
°
c 或者 较少.*
•
当preheating 和 焊接, 这 温度 的 这
leads和 这 情况 必须 不 超过 这 最大
温度比率 作 显示 在 这数据 薄板. 当
使用 infrared 加热 和 这 软熔焊接 焊接 方法,
这 区别 应当 是 一个 最大 的 10
°
c.
•
这焊接 温度 和 时间 应当 不 超过
260
°
c 为 更多 比 10 秒.
•
当shifting 从 preheating 至 焊接,这
最大 温度 gradient 应当 是 5
°
c 或者 较少.
•
之后焊接 有 被 完成,这 设备 应当
是允许 至cool naturally 为 在 least 三 分钟.
Gradual冷却 应当 是 使用 作 这 使用 的 强迫
冷却将 增加这 温度 gradient 和 结果
在 latent 失败 预定的 至 机械的 压力.
•
机械的压力或者 shock 应当 不 是 应用 在
冷却
* 焊接一个 设备 没有 preheating 能 导致 过度的
热的shock 和 压力 这个 能 结果 在 损坏 至 这
设备.
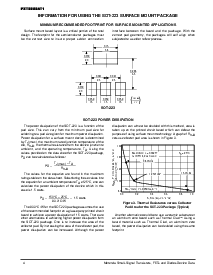
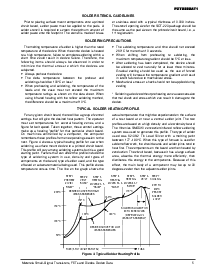
典型 焊盘 加热 profile
为任何 给 电路 板, 那里 将 是 一个 组 的 控制
settings那 将 给 这 desired 热温 模式. 这 运行器
必须set temperatures for several heating zones, 一个nd 一个
图示为 belt 速. taken 一起, 这些 控制 settings
制造向上 一个 加热 “profile” 为 那particular 电路 板.
Onm一个chines controlledby 一个 computer, the computer
remembers这些 profiles 从 一个 运行 session 至 这
next.图示 4 显示 一个 典型 加热 profile 为 使用 当
焊接一个 表面 挂载 设备至 一个 打印 电路 板.
这个profile 将 相异 among焊接 系统 但是 它 是 一个 好的
开始要点. factors 那 能 affect 这 profile 包含 这
typeof soldering system in use, density 一个nd types of
组件 在这 板, 类型 的 焊盘 使用, 和 这 类型
的板 或者 基质 材料 正在 使用. 这个 profile 显示
温度相比 时间.这 线条 在 这 图表 显示 这
真实的温度 那 might 是 experienced 在 这表面
的一个 test board 一个t or near 一个 central solder joint. the two
profiles是 为基础 在 一个 高 密度 和 一个 低 密度 板.
这Vitronics smd310convection/infrared 软熔焊接 焊接
系统是 使用 至 发生 这个 profile. 这 类型 的 焊盘
使用w一个s 62/36/2 tin lead silver w它h 一个 melting point
在177–189
°
c. 当 这个 类型 的 furnace 是 使用 为
焊盘软熔焊接 工作, 这 电路 boards 和 焊盘 joints tend至
热温 第一.这 组件 在 这 板 是 然后 heated 用
传导.这 电路 板, 因为 它 有一个 大 表面
范围,一个bsorbs the thermal energym或者e efficiently, then
distributes这个活力 至 这 组件. 因为 的 这个
效应,the main body of 一个 component m一个y be up to 30
degrees cooler 比 这 调整 焊盘 joints.
步伐 1
PREHEAT
zone 1
“RAMP”
步伐 2
VENT
“SOAK”
步伐 3
加热
zones 2 &放大; 5
“RAMP”
步伐 4
加热
zones 3 &放大; 6
“SOAK”
步伐 5
加热
zones 4 &放大; 7
“SPIKE”
步伐 6
VENT
步伐 7
冷却
200
°
C
150
°
C
100
°
C
50
°
C
时间 (3 至 7 分钟 总的)
T
最大值
焊盘 是 liquid 为
40 至 80 秒
(取决于 在
mass 的 组装)
205
°
至
219
°
C
顶峰 在
焊盘
JOINT
desired 曲线 为 低
mass assemblies
desired 曲线 为 高
mass assemblies
100
°
C
150
°
C
160
°
C
170
°
C
140
°
C
图示 4. 典型 焊盘 加热 profile