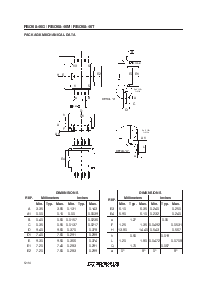
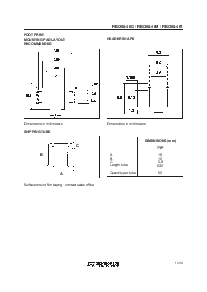
焊接 推荐
这 焊接 处理 导致 considerable
热的 压力 至 一个 半导体 组件.
这个 有 至 是 使减少到最低限度 至 使确信 一个 可依靠的 和
扩展 存在期 的 这 设备. 这 powerso-10
包装 能 是 exposed 至 一个 最大
温度 的 260
°
C 为 10 秒. 不管怎样 一个
恰当的 焊接 的 这 包装 可以 是 完毕 在
215
°
C 为 3 秒. 任何 焊盘 温度
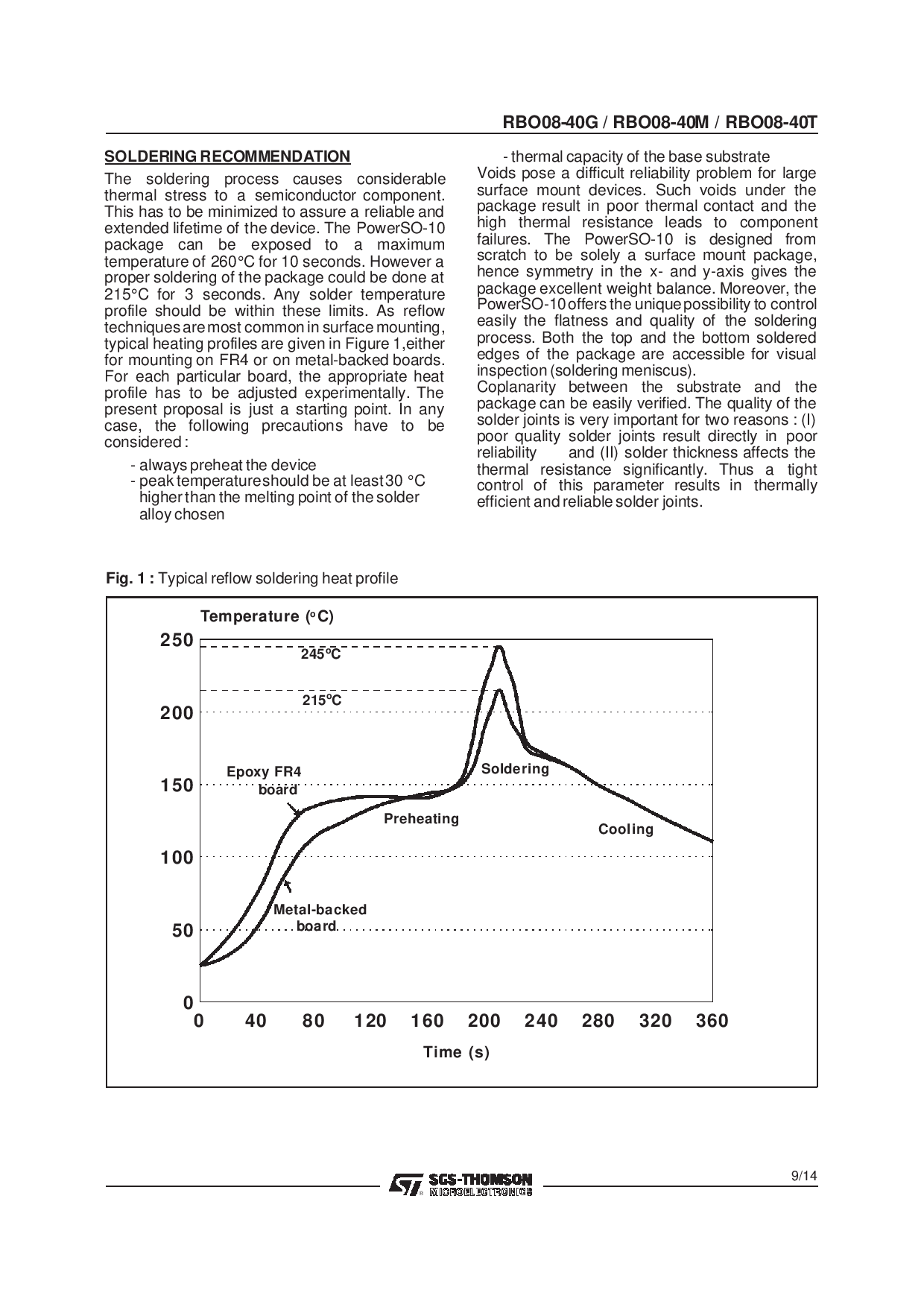
profile 应当 是 在里面 这些 限制. 作 软熔焊接
技巧是 大多数 一般 在 表面 挂载,
典型 加热 profiles 是 给 在 图示 1,也
为 挂载 在 FR4 或者 在 metal-backed boards.
为 各自 particular 板, 这 适合的 热温
profile 有 至 是 调整 experimentally. 这
呈现 proposal 是 just 一个 开始 要点. 在 任何
情况, 这 下列的 预防措施 有 至 是
考虑 :
- 总是 preheat 这 设备
- 顶峰 温度应当 是 在 least 30
°
C
高等级的 比 这 melting 要点 的 这 焊盘
合金 选择
- 热的 capacity 的 这 根基 基质
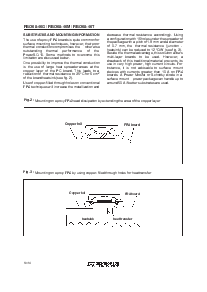
Voids pose 一个 difficult 可靠性 问题 为 大
表面 挂载 设备. 此类 voids 下面 这
包装 结果 在 poor 热的 联系 和 这
高 热的 阻抗 leads 至 组件
failures. 这 powerso-10 是 设计 从
scratch 至 是 solely 一个 表面 挂载 包装,
hence 对称 在 这 x- 和 y-axis 给 这
包装 极好的 重量 balance. moreover, 这
powerso-10提供 这 唯一的possibility 至 控制
容易地 这 flatness 和 质量 的 这 焊接
处理. 两个都 这 顶 和 这 bottom 焊接
edges 的 这 包装 是 accessible 为 visual
inspection (焊接 meniscus).
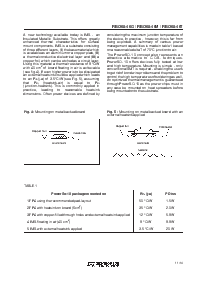
Coplanarity 在 这 基质 和 这
包装 能 是 容易地 核实. 这 质量 的 这
焊盘 joints 是 非常 重要的 为 二 reasons : (i)
poor 质量 焊盘 joints 结果 直接地 在 poor
可靠性 和 (ii) 焊盘 厚度 affects 这
热的 阻抗 significantly. 因此 一个 tight
控制 的 这个 参数 结果 在 thermally
效率高的 和 可依靠的 焊盘 joints.
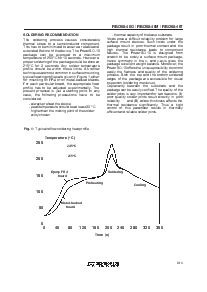
图. 1 :
典型 软熔焊接 焊接 热温 profile
时间 (s)
Temper一个ture ( c)
0 40 80 120 160 200 240 280 320 360
0
50
100
150
200
250
o
215 C
o
焊接
Preheating
Cooling
245 C
o
环氧的 FR4
board
metal-backed
板
rbo08-40g / rbo08-40m / rbo08-40t
9/14