µ
PC1093
12
推荐 焊接 情况
当 焊接 这个 产品, 它 是 高级地 推荐 至 注意到 这 情况 作 显示 在下. 如果 其它 焊接
处理 是 使用, 或者 如果 这 焊接 是 执行 下面 不同的 情况, 请 制造 确信 至 咨询 和 我们的
销售 offices.
为 更多 详细信息, 谈及 至 我们的 文档 “
半导体 设备 挂载 技术 manual”
(c10535e)
.
通过-孔 设备
µ
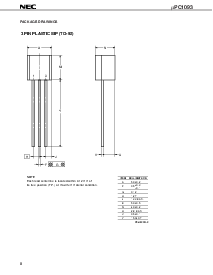
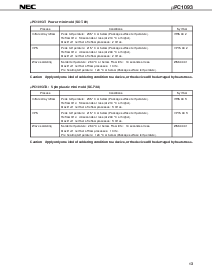
pc1093j: 3-管脚 塑料 sip (至-92)
处理 情况
波 焊接 焊盘 温度: 260
°
c 或者 在下,
(仅有的 至 leads) 流动 时间: 10 秒 或者 较少.
提醒 为 通过-孔 设备, 这 波 焊接 处理 必须 是 应用 仅有的 至 leads, 和 制造 确信
那 这 包装 身体 做 不 得到 jet 焊接.
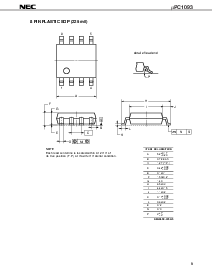
表面 挂载 设备
µ
pc1093g: 8-管脚 塑料 sop (225 mil)
处理 情况 标识
infrared ray 软熔焊接 顶峰 温度: 230
°
c 或者 在下 (包装 表面 温度), ir30-00-1
软熔焊接 时间: 30 秒 或者 较少 (在 210
°
c 或者 高等级的),
最大 号码 的 软熔焊接 处理: 1 时间.
VPS 顶峰 温度: 215
°
c 或者 在下 (包装 表面 温度), vp15-00-1
软熔焊接 时间: 40 秒 或者 较少 (在 200
°
c 或者 高等级的),
最大 号码 的 软熔焊接 处理: 1 时间.
波 焊接 焊盘 温度: 260
°
c 或者 在下, 流动 时间: 10 秒 或者 较少, ws60-00-1
最大 号码 的 流动 处理: 1 时间,
前-加热 温度: 120
°
c 或者 在下 (包装 表面 温度).
提醒 应用 仅有的 一个 kind 的 焊接 情况 至 一个 设备, 或者 这 设备 将 是 损坏 用 热温 压力.