mmsz5221bt1 序列
motorola tvs/齐纳 设备 数据
7-6
500 mw 无铅 (sod-123) 数据 薄板
信息 为 使用 这 sod-123 表面 挂载 包装
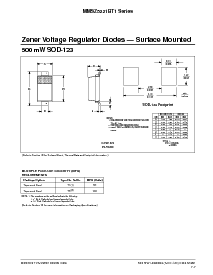
最小 推荐 footprints 为
表面 挂载 产品
表面 挂载 板 布局 是 一个 核心的 portion 的 这 总的
设计. 这 footprint 为 这 半导体 包装 必须 是
这 准确无误的 大小 至 确保 恰当的 焊盘 连接 接口
在 这 板 和 这 包装.
这 最小 推荐 footprint 为 这 sod-123 是
显示 在 这 正确的.
这 sod-123 包装 能 是 使用 在 存在 表面
挂载 boards 这个 有 被 设计 为 这 无铅 34
包装 样式. 这 footprint 兼容性 制造 转换
从 无铅 34 至 sod-123 straightforward.
ÉÉÉÉ
ÉÉÉÉ
ÉÉÉÉ
ÉÉÉÉ
ÉÉÉÉ
mm
英寸
0.91
0.036
1.22
0.048
2.36
0.093
4.19
0.165
图示 11. 最小 推荐 footprint
sod-123 电源 消耗
这 电源 消耗 的 这 sod-123 是 一个 函数 的 这
垫子 大小. 这个 能 相异 从 这 最小 垫子 大小 为
焊接 至 一个 垫子 大小 给 为 最大 电源 消耗.
电源 消耗 为 一个 表面 挂载 设备 是 决定 用
T
j(最大值)
, 这 最大 评估 接合面 温度 的 这 消逝,
R
θ
JA
, 这 热的 阻抗 从 这 设备 接合面 至
包围的; 和 这 运行 温度, t
一个
. 使用 这 值
提供 在 这 数据 薄板 为 这 sod-123 包装, p
D
能
是 计算 作 跟随:
P
D
=
T
j(最大值)
– t
一个
R
θ
JA
这 值 为 这 等式 是 建立 在 这 最大
比率 表格 在 这 数据 薄板. substituting 这些 值 在
这 等式 为 一个 包围的 温度 t
一个
的 25
°
c, 一个 能
计算 这 电源 消耗 的 这 设备 这个 在 这个 情况
是 0.37 watts.
P
D
=
150
°
c – 25
°
C
340
°
c/w
=
0.37
watts
这 340
°
c/w 为 这 sod-123 包装 假设 使用
推荐 footprint 显示 在 fr-4 glass 环氧的 打印
电路 板. 另一 alternative 是 至 使用 一个 陶瓷的 基质
或者 一个 铝 核心 板 此类 作 热的 clad
. 用 使用
一个 铝 核心 板 材料 此类 作 热的 clad, 这
电源 消耗 能 是 doubled 使用 这 一样 footprint.
一般 焊接 预防措施
这 melting 温度 的 焊盘 是 高等级的 比 这 评估
温度 的 这 设备. 当 这 全部 设备 是 heated
至 一个 高 温度, 失败 至 完全 焊接 在里面 一个
短的 时间 可以 结果 在 设备 失败. 因此, 这
下列的 items 应当 总是 是 observed 在 顺序 至
降低 这 热的 压力 至 这个 这 设备 是
subjected.
•
总是 preheat 这 设备.
•
这 delta 温度 在 这 preheat 和 焊接
应当 是 100
°
c 或者 较少.*
•
当 preheating 和 焊接, 这 温度 的 这
leads 和 这 情况 必须 不 超过 这 最大
温度 比率 作 显示 在 这 数据 薄板. 当
使用 infrared 加热 和 这 软熔焊接 焊接 方法,
这 区别 将要 是 一个 最大 的 10
°
c.
•
这 焊接 温度 和 时间 将要 不 超过
260
°
c 为 更多 比 10 秒.
•
当 shifting 从 preheating 至 焊接, 这 最大
温度 gradient 将要 是 5
°
c 或者 较少.
•
之后 焊接 有 被 完成, 这 设备 应当 是
允许 至 cool naturally 为 在 least 三 分钟.
gradual 冷却 应当 是 使用 作 这 使用 的 强迫
冷却 将 增加 这 温度 gradient 和 结果
在 latent 失败 预定的 至 机械的 压力.
•
机械的 压力 或者 shock 应当 不 是 应用 在
冷却
* 焊接 一个 设备 没有 preheating 能 导致 过度的
热的 shock 和 压力 这个 能 结果 在 损坏 至 这
设备.