mmbv2101lt1 序列, mv2105, mv2101, mv2109, lv2205, lv2209
http://onsemi.com
5
°
°
°
°
°
°
°
°
°
°
图示 6. 典型 焊盘 加热 profile
°
为 任何 给 电路 板, 那里 将 是 一个 组 的
控制 settings 那 将 给 这 desired 热温 模式. 这
运行器 必须 设置 温度 为 一些 加热 zones,
和 一个 图示 为 belt 速. 带去 一起, 这些 控制
settings 制造 向上 一个 加热 “profile” 为 那 particular
电路 板. 在 machines 控制 用 一个 计算机, 这
计算机 remembers 这些 profiles 从 一个 运行
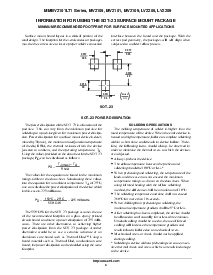
session 至这 next. 图示 7 显示 一个 典型 加热 profile
为 使用 当 焊接 一个 表面 挂载 设备 至 一个 打印
电路 板. 这个 profile 将 相异 among 焊接
系统 但是 它 是 一个 好的 开始 要点. factors 那 能
影响 这 profile 包含 这 类型 的 焊接 系统 在
使用, 密度 和 类型 的 组件 在 这 板, 类型 的
焊盘 使用, 和 这 类型 的 板 或者 基质 材料
正在 使用. 这个 profile 显示 温度 相比 时间.
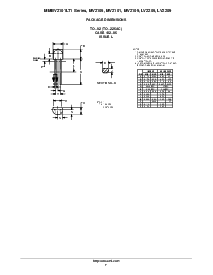
焊盘 stencil 指导原则
较早的 至放置 表面 挂载 组件 面向 一个 打印
电路 板, 焊盘 paste 必须 是 应用 至 这 焊盘. 一个
焊盘 stencil 是 必需的 至 screen 这 最佳的 数量 的
焊盘 paste 面向 这 footprint. 这stencil 是 制造 的 黄铜
或者 stainless steel 和 一个 典型 厚度 的 0.008 英寸.
这 stencil opening 大小 为 这 表面 挂载 包装
应当 是 这 一样 作 这 垫子 大小 在 这 打印 电路
板, i.e., 一个 1:1 registration.
典型 焊盘 加热 profile
这 线条 在 这 图表 显示 这 真实的 温度 那
might 是 experienced 在 这 表面 的 一个 测试 板 在 或者
near 一个 central 焊盘 joint. 这 二 profiles 是 为基础 在 一个
高 密度 和 一个 低 密度 板. 这 vitronics
smd310 convection/infrared 软熔焊接 焊接 系统 是
使用 至 发生 这个 profile. 这 类型 的 焊盘 使用 是
62/36/2 tin 含铅的 silver 和 一个 melting 要点 在
177–189
°
c. 当 这个 类型 的 furnace 是 使用 为 焊盘
软熔焊接 工作, 这 电路 boards 和 焊盘 joints tend 至
热温 第一. 这 组件 在 这 板 是 然后 heated 用
传导.这 电路 板, 因为 它有 一个 大表面
范围, absorbs 这 热的 活力 更多 efficiently, 然后
distributes 这个 活力 至 这 组件. 因为 的 这个
效应, 这 主要的 身体 的 一个 组件 将 是 向上 至 30
degrees cooler 比 这 调整 焊盘 joints.