质量 和 可靠性 assurance / 处理 预防措施
030901
qua-6 2002-02-20
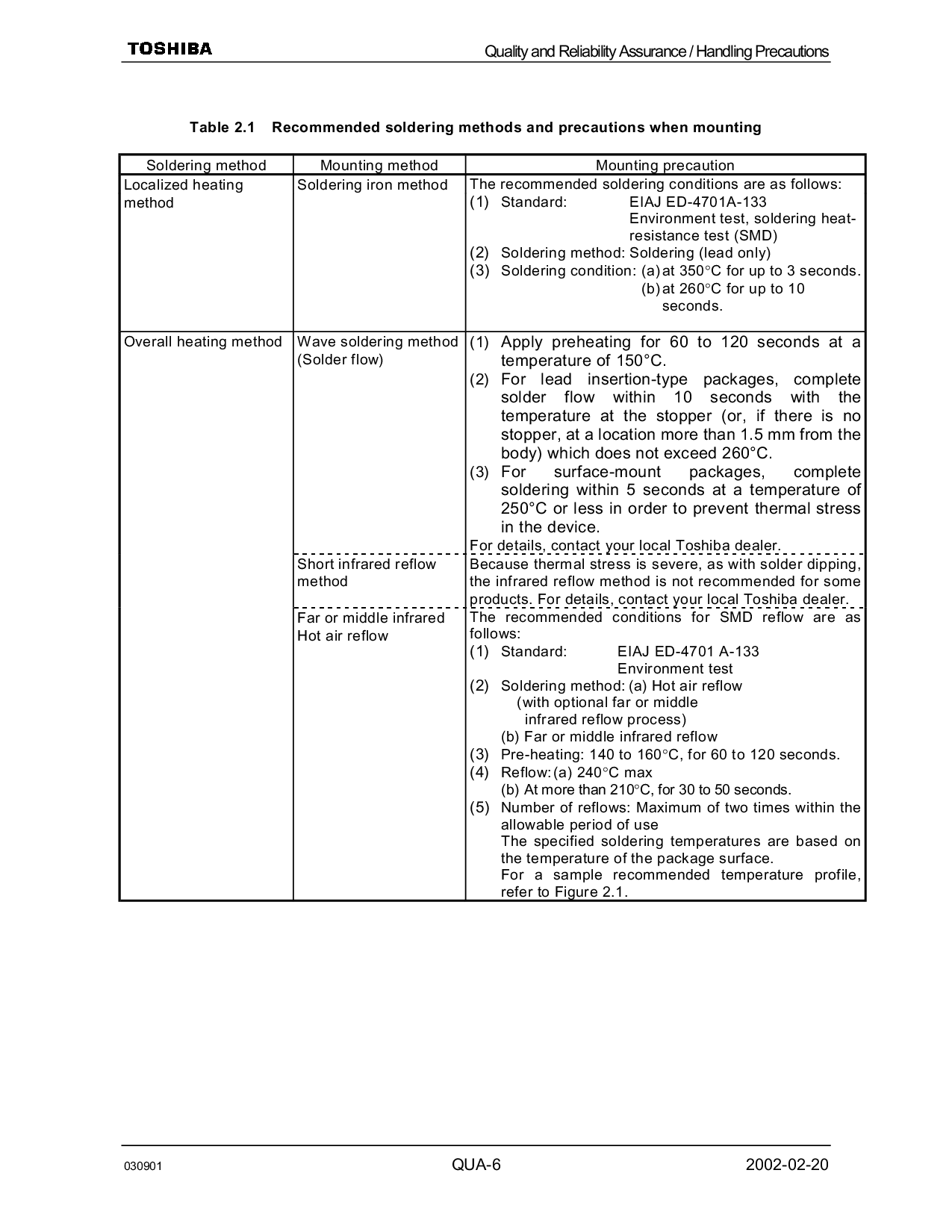
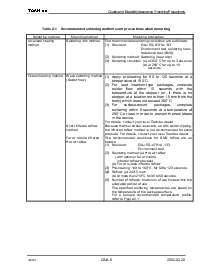
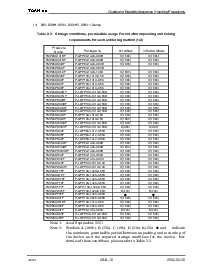
表格 2.1 推荐 焊接 方法 和 预防措施 当 挂载
焊接 方法 挂载 方法 挂载 precaution
localized 加热
方法
焊接 iron 方法
这 推荐 焊接 情况 是 作 跟随:
(1)
标准: eiaj ed-4701a-133
环境 测试, 焊接 热温-
阻抗 测试 (smd)
(2)
焊接 方法: 焊接 (含铅的 仅有的)
(3)
焊接 情况: (一个)在 350
°
c 为 向上 至 3 秒.
(b)在 260
°
c 为 向上 至 10
秒.
波 焊接 方法
(焊盘 流动)
(1)
应用 preheating 为 60 至 120 秒 在 一个
温度 的 150°c.
(2)
为 含铅的 嵌入-类型 包装, 完全
焊盘 流动 在里面 10 秒 和 这
温度 在 这 stopper (或者, 如果 那里 是 非
stopper, 在 一个 location 更多 比 1.5 mm 从 这
身体) 这个 做 不 超过 260°c.
(3)
为 表面-挂载 包装, 完全
焊接 在里面 5 秒 在 一个 温度 的
250°c 或者较少在 顺序 至阻止热的压力
在 这 设备.
为 详细信息, 联系 your local toshiba dealer.
短的 infrared 软熔焊接
方法
因为 热的 压力 是 severe, 作 和 焊盘 dipping,
这 infrared 软熔焊接 方法是 不 推荐 为 一些
产品. 为 详细信息, 联系 your local toshiba dealer.
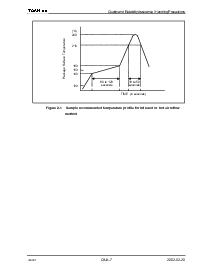
整体的 加热 方法
far 或者 middle infrared
hot 空气 软熔焊接
这 推荐 情况 为 SMD 软熔焊接 是 作
跟随:
(1)
标准: eiaj ed-4701 一个-133
环境 测试
(2)
焊接 方法: (一个) hot 空气 软熔焊接
(和 optional far 或者 middle
infrared 软熔焊接 处理)
(b) far 或者 middle infrared 软熔焊接
(3)
前-加热: 140 至 160
°
c, 为 60 至 120 秒.
(4)
软熔焊接:(一个) 240
°
c 最大值
(b) 在 更多 比 210
°
c, 为 30 至 50 秒.
(5)
号码 的 reflows:最大 的 二 时间在里面 这
容许的 时期 的 使用
这 指定 焊接 温度 是 为基础 在
这 温度 的 这 包装 表面.
为 一个 样本 推荐 温度 profile,
谈及 至 图示 2.1.