MTD20P06HDL
9
motorola tmos 电源 场效应晶体管 晶体管 设备 数据
焊盘 stencil 指导原则
较早的 至放置 表面 挂载 组件 面向 一个 打印
电路板, 焊盘 paste 必须 是 应用 至这 焊盘. 焊盘
stencils是使用 至 screen 这 最佳的 数量. 这些
stencils 是 典型地 0.008 英寸 厚 和 将 是 制造 的
黄铜或者 stainless steel. 为 包装 此类 作 这 sc–59,
sc–70/sot–323, sod–123,sot–23, sot–143, sot–223,
so–8,so–14, so–16, 和 smb/smc 二极管 包装, 这
stencilopening 应当 是 这 一样 作 这 垫子 大小 或者 一个 1:1
registration. 这个是 不 这 情况 和 这 dpak 和 d
2
PAK
包装.如果 一个 使用 一个 1:1 opening 至 screen 焊盘 面向 这
流垫子, misalignment和/或者 “tombstoning” 将 出现 预定的
至 一个 excess 的 焊盘. 为 这些 二 包装, 这 opening
在这 stencil 为 这 paste 应当 是 大概 50% 的 这
tab范围. 这 opening 为 这 leads 是 安静的 一个 1:1 registration.
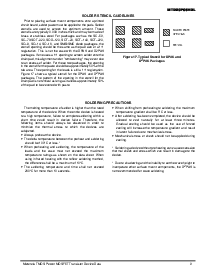
图示17 显示 一个 典型 stencil为 这 dpak 和 d
2
PAK
包装.这 模式 的 这 opening在 这 stencil 为 这
流垫子 是 不 核心的 作 长作 它 准许 大概 50%
的 这 垫子 至 是 covered 和 paste.
ÇÇÇ
ÇÇÇ
ÇÇÇ
ÇÇÇ
ÇÇÇ
ÇÇÇ
ÇÇÇ
ÇÇÇ
ÇÇÇ
ÇÇÇ
ÇÇÇ
ÇÇÇ
ÇÇÇ
ÇÇÇ
ÇÇÇ
ÇÇÇ
ÇÇÇ
ÇÇÇ
ÇÇ
ÇÇ
ÇÇ
ÇÇ
ÇÇ
ÇÇ
ÇÇ
ÇÇ
ÇÇ
ÇÇ
ÇÇ
ÇÇ
图示 17. 典型 stencil 为 dpak 和
D
2
pak 包装
焊盘 paste
OPENINGS
STENCIL
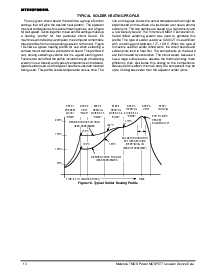
焊接 预防措施
这melting 温度 的 焊盘 是 高等级的 比 这 评估
温度 的 这 设备. 当 这 全部 设备 是 heated
至一个 高 温度, 失败 至 完全 焊接 在里面 一个
短的时间 可以 结果 在 设备 失败. 因此, 这
下列的items 应当 总是 是 observed 在 顺序 至
降低这 热的 压力 至 这个 这 设备 是
subjected.
•
总是 preheat 这 设备.
•
这 delta 温度 在 这 preheat 和 焊接
应当 是 100
°
c 或者 较少.*
•
当preheating 和 焊接, 这 温度 的 这
leads和这 情况 必须 不 超过 这 最大
温度比率 作 显示 在 这 数据 薄板.当
使用 infrared 加热 和 这 软熔焊接 焊接 方法,
这 区别 将要 是 一个 最大 的 10
°
c.
•
这焊接 温度 和 时间 将要 不 超过
260
°
c 为 更多 比 10 秒.
•
当shifting 从 preheating 至 焊接, 这 最大
温度 gradient 将要 是 5
°
c 或者 较少.
•
之后焊接 有 被 完成, 这 设备 应当 是
允许至 cool naturally 为 在 least 三分钟.
Gradual冷却 应当 是 使用 作 这 使用 的 强迫
冷却将 增加 这 温度 gradient 和结果
在 latent 失败 预定的 至 机械的 压力.
•
机械的压力 或者 shock 应当 不是 应用 在
冷却.
* 焊接一个 设备 没有 preheating 能 导致 过度的
热的shock 和 压力 这个 能 结果 在 损坏 至 这
设备.
* 预定的至 shadowing 和 这 inability 至 设置 这 波 height 至
包含其它 表面 挂载 组件, 这 d
2
pak 是
不 推荐 为 波 焊接.